The durable, versatile, lightweight and low-cost qualities of plastic have ensured that we now depend on it in our daily lives. From food and medicine packaging to electronic devices and the cars we drive, plastic is in everything. Research shows that over 8 billion tons of plastic have been produced since 1950, with current production now exceeding 350 million tons every year. We are all increasingly aware of the environmental impact of plastic and the industry is working hard to become more sustainable, slowly introducing bioplastics made from renewable materials, and increasing the amount of recycled plastic used as feedstock.

The lifecycle of plastics is not straightforward; once a plastic product is at the end of its life, it can be repaired and re-used, or recycled in two main ways. In mechanical recycling, plastics are transformed without changing their chemical structure, and they can be used to make new items. Chemical recycling breaks down the used plastics into to their basic (monomer) building blocks making them ready to use as raw material feedstock.
Testing plays a crucial part in plastics characterization, both for virgin raw material and recycled plastics. It makes sure that the production process is optimized to minimize waste, that the plastic has the right composition for the intended application, and that no unwanted or hazardous elements are present in compliance with specific directives. There are many different types of analysis that can be used in the testing process, from a simple visual inspection to intensive chromatography techniques. X-ray fluorescence (XRF) is an excellent technique as it is completely non-destructive, can be used on powders, pellets, solids and even liquids and gives comprehensive elemental composition results within minutes with little or no sample preparation.
Let’s take a more detailed look at where XRF can support plastics process and quality control over the lifecycle.
The first step in the lifecycle is to process raw materials (natural gas or oil) into monomers. The next phase is to polymerize these monomers into the right type of plastic. Catalysts are added to the polymerization process to accelerate the reaction and ensure all the material is transformed. XRF is used to determine the level of catalyst in the base polymer. This enables the process engineer to monitor the status of the reaction, tell whether the reaction is complete, and make sure the product is safe to use.
Purified terephthalic acid (PTA) is used in the production of high-performance plastics such as polyethylene terephthalate (PET). It is obtained by oxidation of xylene in the presence of acetic acid, a catalyst (solution containing cobalt and manganese), and a reaction promoter (hydrobromic acid). All these are mixed, and the levels of catalyst and reaction promoter are monitored to ensure the reaction is complete.
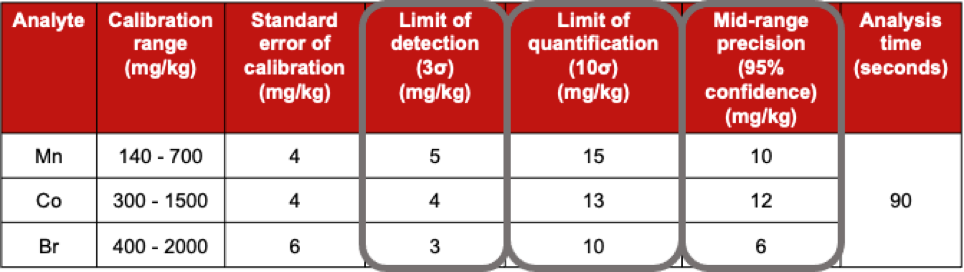
The table above displays results taken with our X-Supreme 8000 EDXRF analyzer. The three catalyst elements were detected simultaneously in a 90 second scan. The limit of detection is the amount of a given element that the instrument can just about detect above the background signal. This is lower than the limit of quantification, which is the lowest limit that can be measured with a good degree of accuracy and precision – it’s this value that really matters. We can see that limit of quantification for these elements is extremely low, even within such a short analysis time. This gives operators the ability to react quickly should the process need adjusting.
The next step in the process is to add chemicals to the virgin polymer. These additives give plastics specific properties necessary for their final processing and application. XRF is used here to check that the additives are present at the intended levels.
Titanium dioxide is added as a pigment. It’s widely used in plastics production as it is excellent at scattering visible light and absorbing UV, giving whiteness, brightness and opacity to plastics like PET. It’s important to add just the right amount of TiO2 to meet given specifications.

The data in the table above shows results for TiO2 taken with our LAB-X5000 benchtop XRF analyzer. You can see that in just 40 seconds, the instrument gives highly accurate readings for the pigment content, ensuring that product quality is consistent batch after batch.
XRF analysis can also be used for screening of raw materials and finished products to meet the Restriction of Hazardous Substance (RoHS) Directive. XRF is not used to certify a product for RoHS compliance, but it is a useful and recognized technique as a screening method for incoming goods and polymer feedstock. When used in this way, it can reduce the amount of laboratory analysis needed, reducing costs, and saving time.
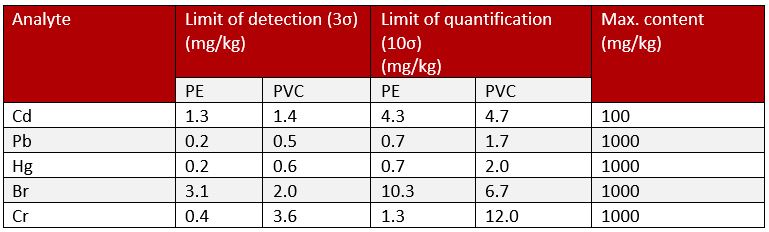
The table above shows XRF results for the five elements that are controlled by international standard IEC 62321. Using XRF, you can quantify that all five elements are at levels below the acceptable limits in just 30 minutes. Any products that are close to or above the limit can be submitted for lab analysis by inductively coupled plasma (ICP) or atomic absorption (AA) spectrometry. We have a range of XRF analyzers designed for RoHS analysis.
These are just three of the ways that XRF can be used in your process and quality control in plastics production and recycling, but there are other applications, such as sorting types of plastic by type ready for recycling. Hitachi XRF instruments are built to work in harsh environments, they are safe to use, durable, stable and deliver reliable results for many years, making them an excellent investment.
To find out more about XRF for plastics production and recycling watch our on-demand webinar or get in touch with one of our experts to learn more or arrange a demo.
Get in touch

