Steel wire is used in safety-critical, demanding applications. In this article we explain how OES technology is developing to ensure tough wire specifications are met.
At first glance steel wire looks ordinary. And many of the applications for it are ordinary too, such as chain-link fencing, springs, and humble nail. But take a closer look and steel wire is anything but run-of-the-mill. Much of it is used for demanding, safety-critical aerospace and automotive applications, such as valves in engines or within headrests. A very common application that we’re all familiar with is for wire reinforcement in car tires. The wire must meet a very exact specification; chosen to be strong yet support the specification of the tire with respect to driving performance and fuel economy. Verifying the material properties and composition of the wire is an important part of the production process.
Before we discuss the analysis of the wire, it’s helpful to put the process in context, by taking a quick look of how steel wire is made:
Rolling
Recycled scrap is smelted to form a square billet, which is rolled in a blooming mill to reduce the cross section. Rolling then continues within an intermediate mill until the steel wire reaches the specified size. For tires, this is typically 5.5 mm in diameter. The wire is cooled before going to the next phase of production.
Treatment
The next stage in production are treatments, such as annealing and pickling. Annealing is heating and cooling of the wire following a specific temperature vs time profile. This changes the physical characteristics of the wire, mainly increasing ductility and reducing hardness; an essential step as the wire will be subject to further processes, such as shaping or machining. Pickling is a chemical treatment where unwanted surface oxide is removed by dissolution in acid. These treatments are dependent upon the specification for the final application.
Analysis
It’s at this point the wire is tested to check that it will perform as expected and meet the specified criteria before shipping. From each ring a piece is cut off and sent to the lab for testing. Typically, tests are made for surface quality, size and shape, tensile strength, decarburization, and chemical composition. Chemical composition has a huge bearing on the performance of the wire.
Determining the chemical composition gives you the basic steel grade and critical information on other elements present that may affect the performance of the wire over its lifetime. For example, analysis of wire intended for use in tires would need to show that it is indeed high carbon steel, and verify exact amounts of other elements, such as silicon, manganese, phosphorus, and sulfur. Not all analysis methods can detect these elements at very low levels, therefore, OES is the industry standard.
OES can measure a wide range of elements and concentrations. It’s extremely accurate when measuring low levels of tramp and trace elements and is excellent at giving reliable stainless-steel L-grade information. It’s the only technology that can measure the nitrogen content in duplex and austenitic stainless steels.
On a more practical level, OES is fast and modern equipment is relatively inexpensive to operate and easy to use. Sample preparation is simple, and many different components can be tested, including wires, tubes, bolts, and plates.
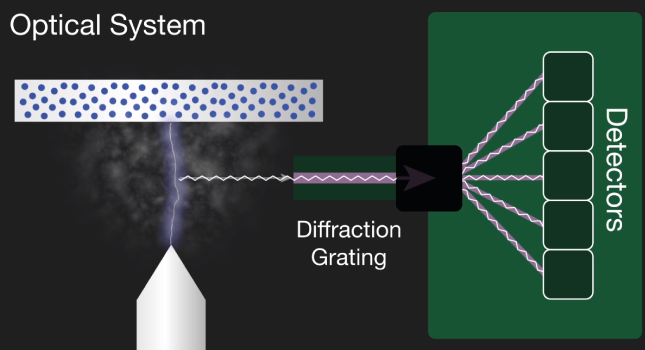
OES is a spectral analysis technology, which means that it works by detecting the specific spectrum radiation emitted by a material when that material has energy applied to it. The resulting spectrum tells you what material is present.
By heating a tiny area of the sample, material wil be vaporized. This affects the atoms of the material, which then emit light of a specific wavelengths. Each element emits a specific pattern of radiation and detection technology in the instrument can ‘read’ the spectrum to identify which elements are present.
In a real-world metallic sample, each element has a complex spectrum of many wavelengths of light, giving rise a hugely complicated set of emitted spectra. There are three critical components of the optical emission spectrometer that work to deliver accurate results:
Now we understand how OES works and the components in the instrument, we can discuss the challenges of the technique for steel wire analysis and how they are being overcome by advances in OES technology.
The issue with getting accurate OES readings from steel wire is ludicrously simple: the steel wire diameter is smaller than the spark gap opening.
In an ideal measurement scenario, the opening at the end of the spark stand that houses the spark electrode is completely covered by the metal surface to be measured. This ensures that air does not enter the argon-filled spark stand chamber. You don’t want air in the chamber for two main reasons:
Modern OES instruments like the FOUNDRY-MASTER Smart and the OE series from Hitachi High-Tech are overcoming this issue with thin wire analysis in two ways. Firstly, the spark chamber opening is made smaller with the use of special adaptors that fit the specific diameter of the wire.
This certainly does help, but it’s still a tricky job placing the small analyzer head in exactly the right place on the wire. And the fact that the wire is round makes it difficult to get a perfect seal between the spark head and the wire surface. So, the second measure is to prevent air from entering the spark chamber, even if the spark head is exposed to the atmosphere. This is achieved with special laminar flow technology that directs a smooth flow of argon around the electrode, which shields the plasma from the negative effects of air in-streaming into the spark stand chamber.
This makes analyzing wire, even down to 5.5 mm tire specifications, a straightforward exercise. Firstly, a piece of wire from a new batch is cut from the annealed ring and the surface is ground to ensure a clean, non-contaminated surface for analysis. The correct adaptor for the wire diameter is fitted to the spark head and the wire is clamped into place onto the adaptor. The corresponding program for the correct wire diameter must also be selected on the instrument’s software to ensure accuracy. If the analysis is within the tolerances of the specification, the other rings of the batch can then be measured.

OES is the best method for analyzing steel wires that are destined for safety-critical applications. With the right measurement methods and use of the right spark technology, you can overcome the challenge of thin wire measurements and get accurate results for every ring of steel wire you ship.
To find out more about how the OE series could help you for the accurate analysis or wires, get in touch for a demonstration.
Get in touch
You might also be interested in:
Our full range of spark OES instruments
View an on-demand spark OES demo
Book a 1:1 live demo


