Getting metal plating thicknesses just right is critically important. Too thin and the coating won’t do its job of protecting the underlying substrate; too thick and it gets too costly or the part won’t fit in its housing.
XRF analysis is the established method for measuring plating thickness. It’s fast, non-destructive and very accurate. Yet, when you have hundreds or thousands of samples to be measured each day, you need to reduce measurement times as much as possible while still maintaining an accurate reading. The question is how to find the sweet spot that gives you the accuracy you need in the shortest feasible measurement time.
With XRF analysis, the longer your measurement time, the more precise the reading. For plating thicknesses this means that the thinner the coating and the tighter the tolerances, the longer you’ll need to take the measurement. The correlation is not linear though. To increase precision by two, you’ll need to increase your measurement time by a factor of four.
But, it’s not actually as simple as this, because another factor in measurement time is collimator size.
The collimator x-rays at the sample and thus sets the target size of the area being measured. The basic requirement is that the measurement area is right for the size and geometry of the part. If the target area is too big, then the measurement site will include the area around your sample and will give you results that are a mixture of your sample and whatever’s around it. If there’s nothing at all next to the sample, then the results may not be scaled correctly and again give a false result.
So you might think that the best bet is to use the smallest collimator you can for pin-point accuracy. But there’s a catch with this. The smaller the collimator, the worse the precision. If you need to maintain a certain precision, the measurement time may need to be changed. The best solution is to use the collimator that best fits your sample. If a one size fits all approach isn’t possible, you need to understand the relationship between collimator size, time and precision, and adjust the XRF as needed.
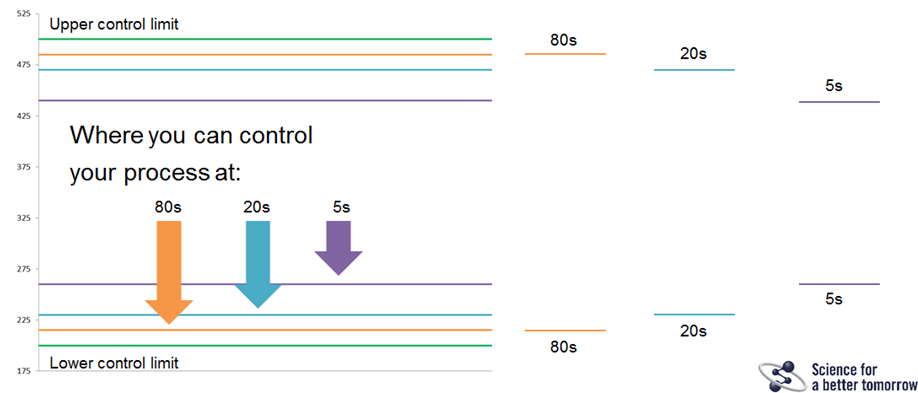
Let’s look at the practical effect of measurement time and how it affects your process. Assume your plating thickness needs to be between a given minimum (lower control limit, LCL) and a maximum (upper control limit, UCL). Let’s also say that the LCL is the minimum thickness for the plating to be effective and the UCL is the maximum plating thickness for the part to be within maximum specified tolerances. To keep costs in check, most facilities will need to control their process as close to the LCL as possible, while ensuring there’s no possibility of falling below this critical specification.
For the sake of clarity, let’s use some numbers to show how acceptable tolerances change with measurement time (these are just for illustration and shouldn’t be used as a basis for process control).
| Measurement Time | Precision (1σ) | 99% of measurements will fall within these limits (or 3σ) |
| 5s | ±20 µin | + / - 60 µin |
| 20s | ±10 µin | + / -30 µin |
| 80s | ±5 µin | + / - 15 µin |
If your LCL is 200 µin then your target plating thickness will need to be above this value, by how much depends on your measurement time. If you want to keep measurement time down to 5 seconds, then by using the numbers in the table above you can see that you’ll have to set your target plating thickness at 260 µin to make sure you are always above the critical 200 µin (LCL @ 200 µin + 3σ precision @ 60 µin). However, if you can accept a measurement time of 80 seconds, this means that you can operate much closer to the LCL (+ / - 15 µin) and your target plating thickness would be 215 µin.
Shorter measurement times allow you to increase the testing frequency or use the XRF equipment for other types of analysis. It also frees up your operators for other tasks. The cost of plating chemicals could be lower in the second case, but in practice you’ll have to weigh this up against the cost of extra measurement time. It depends on your own process workflow and production load.
For more advice on optimizing your process for accuracy and throughput, contact our experts. Alternatively find out more about our range of XRF analyzers.
Find out more Get in touch

